


























Bambu ABS-GF
Bambu ABS-GF is a glass fiber-reinforced ABS filament, enhanced in both mechanical and aesthetic properties. Compared with regular ABS, ABS-GF outperforms in strength, stiffness, temperature resistance and dimensional stability, while being less prone to deformation and warping. Glass fiber imparts a smooth matte finish with micro-spot gloss, blurring layer lines. ABS-GF is ideal for both mechanical parts and decorations due to the inherited water resistance, wear resistance, durability and vibrant colors.

Enhanced Strength and Stiffness
ABS-GF outclasses regular ABS in strength and stiffness, making it perfect for load-bearing and bending-resistance parts.




| ABS |
ABS-GF
|
Improvement % | |
| Stiffness (Bending Modulus - XY) | 1880 MPa |
2860 MPa
|
52.1%
|
| Strength (Bending Strength - XY) | 64 MPa |
68 MPa
|
6.3% |
| Layer Strength (Bending Strength - Z) | 39 MPa |
46 MPa
|
17.9% |
| Heat Resistance (HDT, 0.45 MPa) | 87 °C |
99 °C
|
13.8% |
Greater Dimensional Stability
Glass fiber reinforcement gives ABS-GF better dimensional stability than regular ABS, minimizing warping and deformation during printing. This makes it ideal for intricate mechanical assembly parts or geometric components.
Specimen Test: Model size (L*W*H): 240*50*20 mm³ (the XY direction); Infill Density: 25%

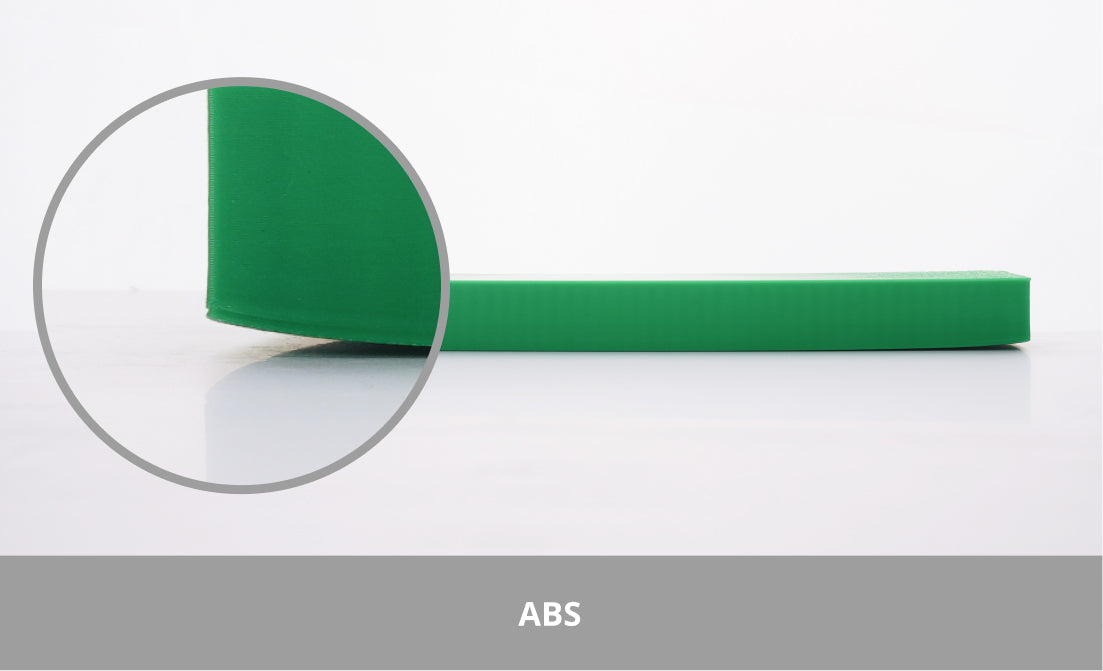
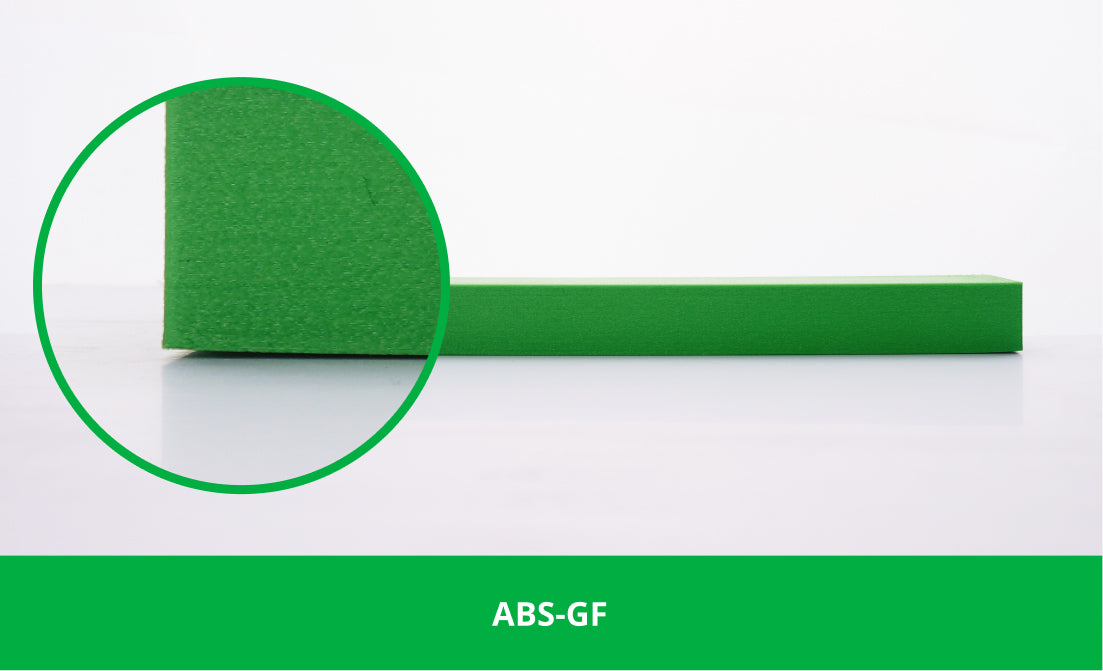
Fine Matte Finish
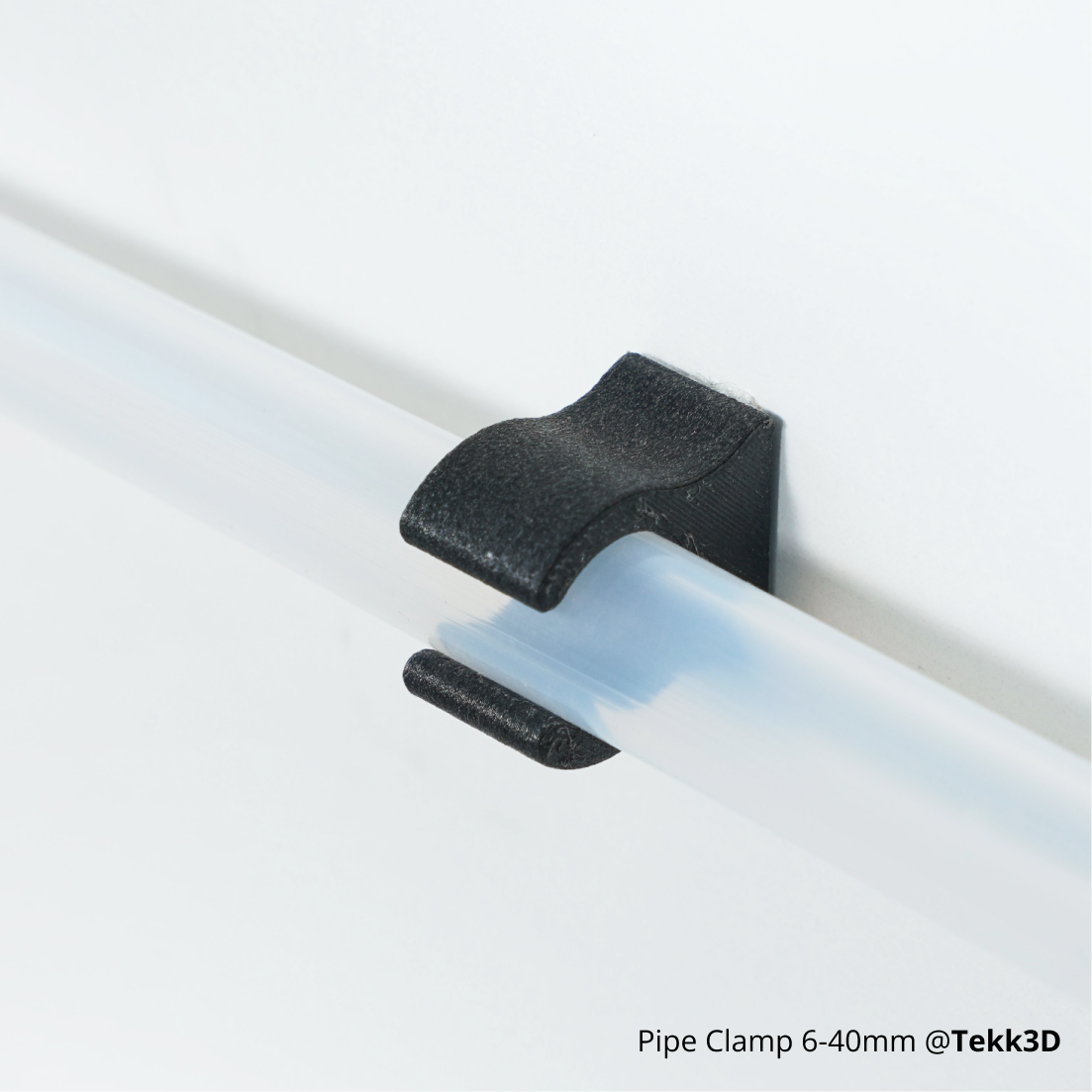
The seamless matte finish, coupled with nearly invisible layer lines, gives ABS-GF a smooth appearance, making it ideal for decorative and fine-grained parts.



Water Resistance & Built to Last
With improved water resistance and durability, Bambu ABS-GF is ideal for printing long-lasting production and household items, like mechanical casings, connectors and molds.

Accessory Compatibility
| Recommended | Not Recommended | |
| Build Plate | Engineering Plate, High Temperature Plate or Textured PEI Plate | Cool Plate |
| Hotend | Hardened Steel 0.4mm / 0.6mm (recommended) / 0.8 mm | Hotend with Stainless Steel Nozzle (all size) Hotend with Hardened Steel Nozzle (0.2 mm) |
| Glue | Bambu Liquid Glue Glue Stick |
/ |
ABS-GF Hex Code Table
| Color | Hex Code | Display |
| White | #FFFFF | |
| Gray | #C6C6C6 | |
| Yellow | #FFE133 | |
| Orange | #F48438 | |
| Red | #E83100 | |
| Green | #61BF36 | |
| Blue | #0C3B95 | |
| Black | #000000 |
Parameters Comparison
Learn more different filaments comparison on Bambu Filament Guide >>
| ABS |
ABS-GF
|
PA6-GF | |
| Composition | Acrylonitrile - butadiene - styrene |
Acrylonitrile - butadiene - styrene,
glass fiber |
PA6, glass fiber |
| AMS Compatibility | YES |
YES
|
YES |
| Dry Out Before Use | Recommended |
Recommended
|
Required |
| Printing Speed | < 300 mm/s |
< 180 mm/s
|
< 130 mm/s |
| Printer Type | Enclosure |
Enclosure
|
Enclosure |
| Toughness (Impact Strength - XY) | 39.3 kJ/m² |
14.5 kJ/m²
|
27.2 kJ/m² |
| Strength (Bending Strength - XY) | 62 MPa |
68 MPa
|
120 MPa |
| Layer Strength (Bending Strength - Z) | 39 MPa |
46 MPa
|
51 MPa |
| Stiffness (Bending Modulus - XY) | 1880 MPa |
2860 MPa
|
3670 MPa |
| Layer Adhesion (Impact Strength - Z) | 7.4 kJ/m² |
5.3 kJ/m²
|
4.1 kJ/m² |
| Heat Resistance(HDT, 0.45 MPa) | 87 °C |
99 °C
|
182 °C |
| Saturated Water Absorption Rate/%(25 °C, 55% RH) | 0.65 |
0.53
|
2.56 |
RFID for Intelligent Printing
All printing parameters are embedded in RFID, which can be read through our AMS (Automatic Material System).
Load and print! No more tedious setting steps.

| Recommended Printing Settings | |
| Drying Settings (Blast Drying Oven) | 80 °C, 8 h |
| Printing and Keeping Container's Humidity | < 20% RH (Sealed, with Desiccant) |
| Nozzle Temperature | 240 - 270 °C |
| Bed Temperature (with Glue) | 80 - 100 °C |
| Printing Speed | < 180 mm/s |
| Physical Properties | |
| Density | 1.08 g/cm³ |
| Vicat Softening Temperature | 103 °C |
| Heat Deflection Temperature | 99 °C |
| Melting Temperature | 202 °C |
| Melt Index | 7.56 ± 1.4 g/10 min |
| Mechanical Properties | |
| Tensile Strength | 36 ± 3 MPa |
| Breaking Elongation Rate | 6.3% ± 1.2% |
| Bending Modulus | 2860 ± 130 MPa |
| Bending Strength | 68 ± 4 MPa |
| Impact Strength | 14.5 ± 1.5 kJ/m² |
Downloads

Printing Tips
• Drying conditions: 80℃ for 8 hrs. Dry the filament before printing to achieve higher print quality.
• To minimize warping, avoid printing large-sized high infill density models. Use enclosed printers and ensure the build plate is properly applied with glue for better print adhesion before printing. Set lower printing speed and higher heatbed temperature. For more details please refer to: Common print quality problems and solutions on WIKI.
• Similar to ABS, pungent and unpleasant odors may be released during printing. Make sure your printer is placed in a well-ventilated area and use enclosed printers.
What's in the Box?

Filament with Spool*1 & Desiccant*1

Filament Label*1
Package*1