




















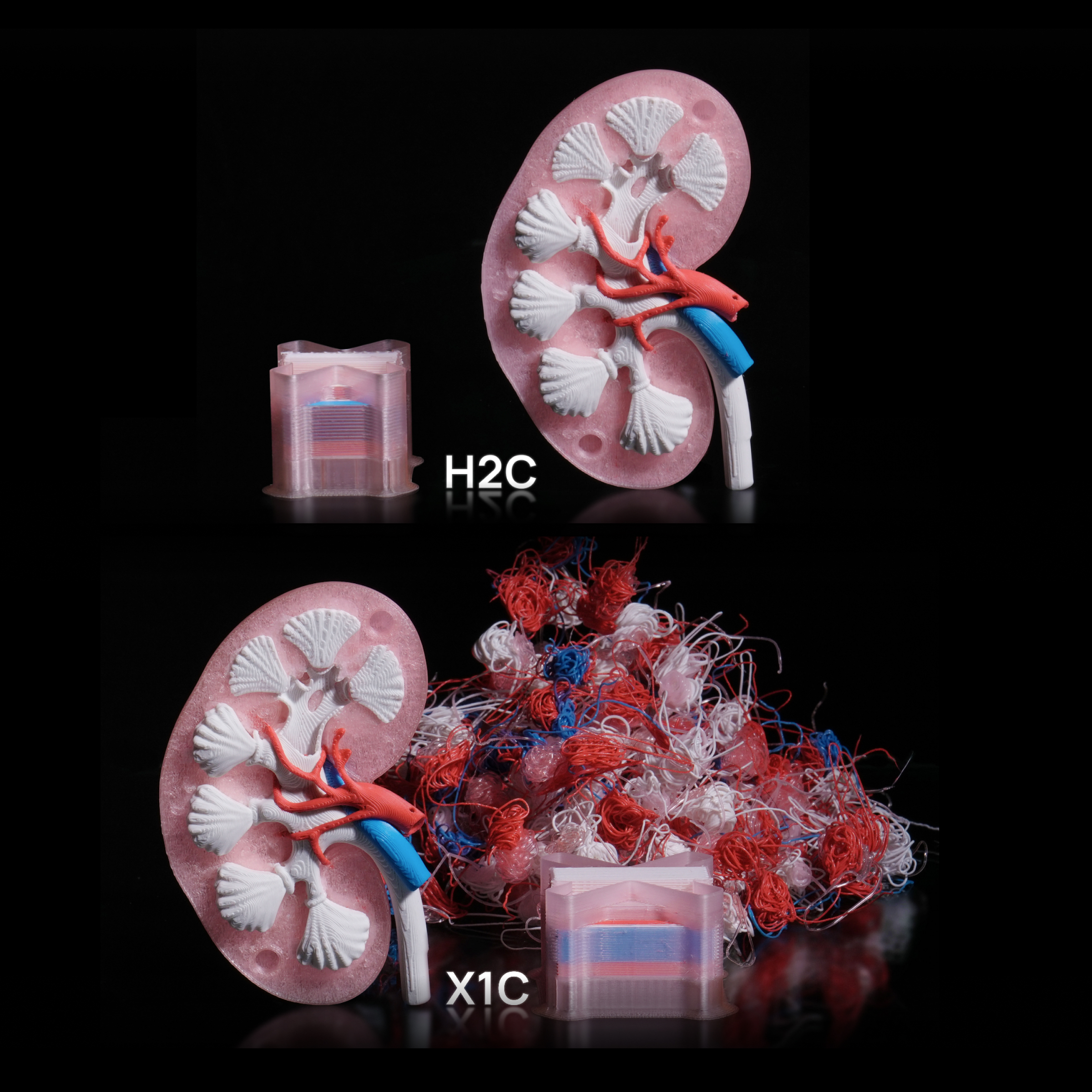
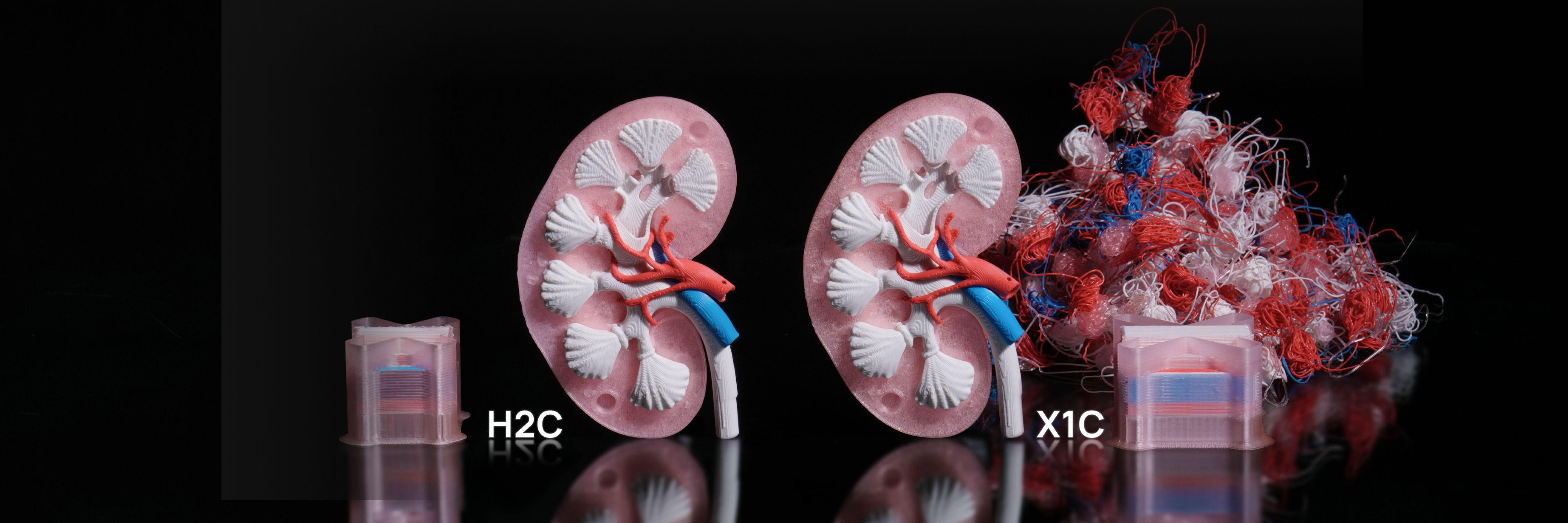
廃棄を最小限に抑えたマルチマテリアル印刷
Vortekシステムは、最大6つの交換可能な誘導加熱ホットエンドを使用することで、従来の単一ノズルシステムと比較してパージ廃棄(捨てプラ)を大幅に削減した真のマルチマテリアル印刷を実現します。ホットエンドの交換メカニズムにより、フィラメント交換時のパージフラッシングが不要になり(H2Cで7色以下のフィラメント使用時)、材料と時間の両方を節約できます。
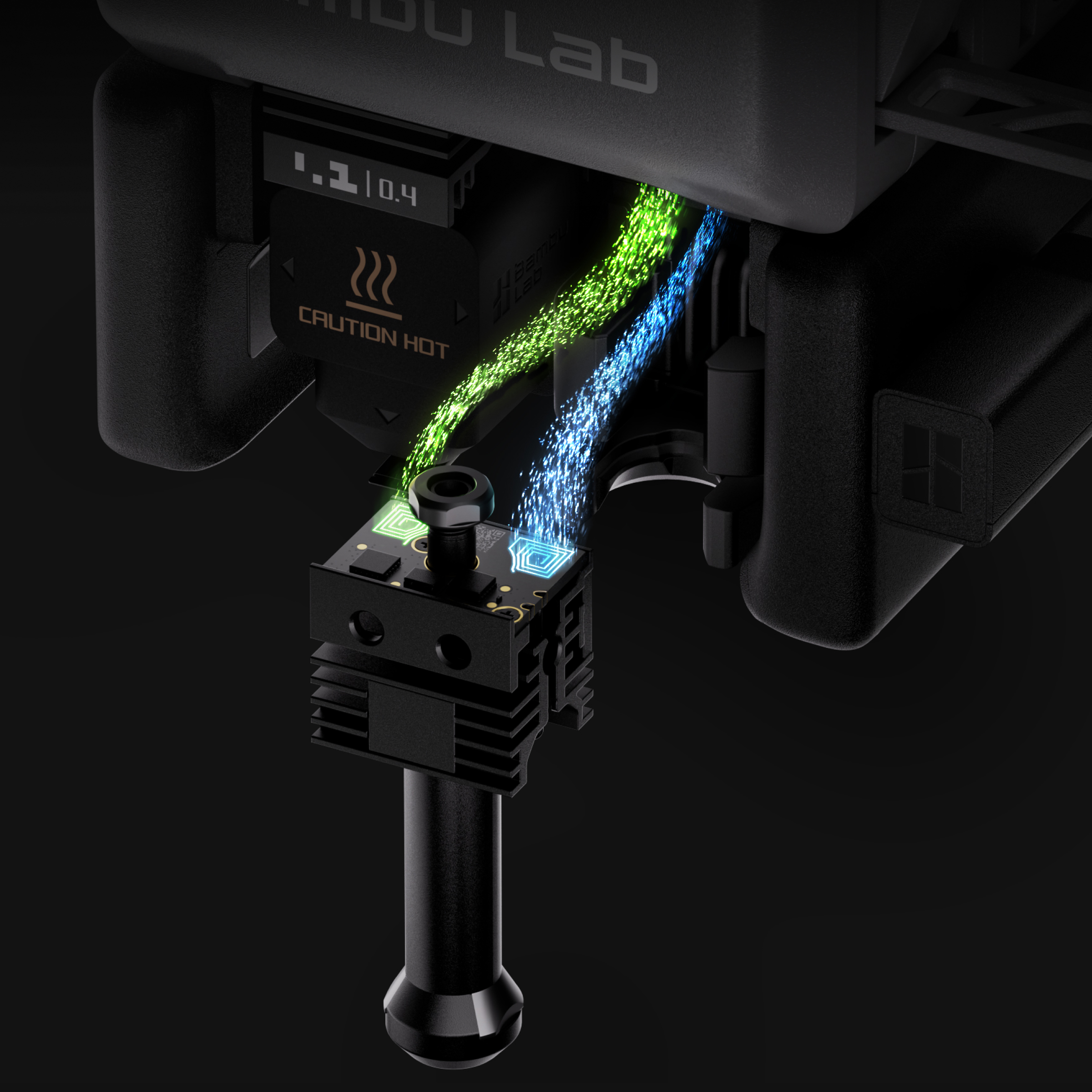
迅速かつ正確な誘導加熱
Vortek誘導加熱ホットエンドは、ノズルを印刷温度までわずか約8秒(PLAの場合)で急速加熱します。この素早いレスポンスにより、色変更の時間を短縮し、パージ廃棄をさらに削減します。統合された過熱、過電圧、短絡(ショート)、および断線保護機能により、連続的なマルチマテリアルワークフローにおいても信頼性の高いパフォーマンスを保証します。
信頼性の高い非接触接続
時間の経過とともに酸化や劣化が進む可能性のある金属接点ピンの代わりに、Vortekシステムは非接触の高周波電力および信号インターフェースを採用しています。これにより、正確な温度制御とホットエンドの同期動作のための、安定した長期的な接続を実現します。

ヒートシンクの過熱監視機能
デュアル温度センサーがノズルとヒートシンクの両方の温度をリアルタイムで監視します。ヒートシンクの温度が安全制限を超えると、システムが自動的に冷却を強化し、ヒートクリープ(熱逆流)を防止してノズル詰まりのリスクを軽減します。

.jpg)
インテリジェント・マルチホットエンド管理
各Vortekホットエンドはフィラメント情報をローカルに保存し、正しい材料のマッピングを保証してロードエラーを防止します。7種類以上のフィラメントを使用して印刷する場合、システムがホットエンドのマッピングをインテリジェントに最適化し、パージ廃棄を最小限に抑えて全体の効率を向上させます。
リアルハイフロー、リアルタイム節約
| ノズルタイプ | H2C 最大体積速度 (Max Volumetric Speed) |
| 誘導加熱ステンレス製ノズル (0.2mm) | 2 mm³/s |
| 誘導加熱硬化鋼製ノズル (0.4mm) | 25 mm³/s |
| 誘導加熱硬化鋼製ノズル (0.6mm) | 30 mm³/s |
| 誘導加熱硬化鋼製ノズル (0.8mm) | 30 mm³/s |
| ハイフロー誘導加熱硬化鋼製ノズル (0.4mm) | 40 mm³/s |
| ハイフロー誘導加熱硬化鋼製ノズル (0.6mm) | 40 mm³/s |
| ハイフロー誘導加熱硬化鋼製ノズル (0.8mm) | 40 mm³/s |
*Bambu PLA Basicを使用してテスト済み。
フィラメントの互換性
| フィラメント | 誘導加熱 0.2 mm ステンレス製 |
誘導加熱 0.4 mm 硬化鋼製 |
誘導加熱 0.6 mm 硬化鋼製 |
誘導加熱 0.8 mm 硬化鋼製 |
誘導加熱 0.4 mm ハイフロー 硬化鋼製 |
誘導加熱 0.6 mm ハイフロー 硬化鋼製 |
誘導加熱 0.8 mm ハイフロー 硬化鋼製 |
| PLA Basic | √ | √ | √ | √ | √ | √ | √ |
| PLA Matte | √ | √ | √ | √ | √ | √ | √ |
| PLA Lite | √ | √ | √ | √ | √ | √ | √ |
| PLA Basic Gradient | √ | √ | √ | √ | √ | √ | √ |
| PLA Silk+ | √ | √ | 非推奨 | 非推奨 | √ | 非推奨 | 非推奨 |
| PLA Silk Dual Color | √ | √ | 非推奨 | 非推奨 | √ | 非推奨 | 非推奨 |
| PLA Silk | √ | √ | 非推奨 | 非推奨 | √ | 非推奨 | 非推奨 |
| PLA Metal | √ | √ | √ | √ | √ | √ | √ |
| PLA Marble | X | √ | √ | √ | √ | √ | √ |
| PLA Sparkle | X | √ | √ | √ | √ | √ | √ |
| PLA Wood | X | √ | √ | √ | √ | √ | √ |
| PLA Galaxy | 非推奨 | √ | √ | √ | √ | √ | √ |
| PLA Glow (蓄光) | X | √ | √ | √ | √ | √ | √ |
| PLA Translucent (半透明) | 非推奨 | √ | √ | √ | √ | √ | √ |
| PLA Tough+ | √ | √ | √ | √ | √ | √ | √ |
| PLA-CF (炭素繊維強化) | X | √ | √ | √ | 非推奨 | √ | √ |
| PLA Aero | X | √ | 非推奨 | 非推奨 | √ | 非推奨 | 非推奨 |
| PETG HF (ハイフロー) | √ | √ | √ | √ | √ | √ | √ |
| PETG Basic | √ | √ | √ | √ | √ | √ | √ |
| PETG Translucent (半透明) | 非推奨 | √ | √ | √ | √ | √ | √ |
| PETG-CF (炭素繊維強化) | X | √ | √ | √ | 非推奨 | √ | √ |
| ABS | √ | √ | √ | √ | √ | √ | √ |
| ABS-GF (ガラス繊維強化) | X | √ | √ | √ | √ | √ | √ |
| ASA | √ | √ | √ | √ | √ | √ | √ |
| ASA Aero | X | √ | 非推奨 | 非推奨 | √ | 非推奨 | 非推奨 |
| ASA-CF (炭素繊維強化) | X | √ | √ | √ | 非推奨 | √ | √ |
| PC (ポリカーボネート) | √ | √ | √ | √ | √ | √ | √ |
| PC FR (難燃性PC) | √ | √ | √ | √ | √ | √ | √ |
| AMS用 TPU | X | √ | √ | √ | √ | √ | √ |
| TPU 95A HF (ハイフロー) | X | √ | √ | √ | √ | √ | √ |
| TPU 85A | X | X | X | X | X | X | X |
| TPU 90A | X | √ | √ | √ | 非推奨 | 非推奨 | 非推奨 |
| PAHT-CF (高温耐性ナイロン) | X | √ | √ | √ | 非推奨 | √ | √ |
| PET-CF (炭素繊維強化PET) | X | √ | √ | √ | 非推奨 | √ | √ |
| PA6-CF (炭素繊維強化ナイロン6) | X | √ | √ | √ | 非推奨 | √ | √ |
| PA6-GF (ガラス繊維強化ナイロン6) | X | √ | √ | √ | 非推奨 | √ | √ |
| PPA-CF (炭素繊維強化PPA) | X | √ | √ | √ | 非推奨 | √ | √ |
| PPS-CF (炭素繊維強化PPS) | X | √ | √ | √ | 非推奨 | √ | √ |
| ABS用 サポート材 | X | √ | √ | √ | √ | √ | √ |
| PLA/PETG用 サポート材 | √ | √ | √ | √ | √ | √ | √ |
| PA/PET用 サポート材 | X | √ | √ | √ | √ | √ | √ |
| PLA用 サポート材 (新バージョン) | √ | √ | √ | √ | √ | √ | √ |
| PVA (水溶性サポート材) | X | √ | √ | √ | √ | √ | √ |
1. 単色フィラメントのみを印刷する場合は、固定式ホットエンド(誘導加熱ホットエンド)の使用を推奨します。
2. AMSを使用した多色印刷が必要な場合は、AMSを右側の固定式ホットエンドに接続してください。
3. サポート材の印刷に2つ目のホットエンドを使用する場合は、昇降式ホットエンドの使用を推奨します。
4. TPU 85Aは右側の固定式ホットエンドのみ対応しています。TPU 95A HF / 90Aは、ファームウェアバージョンU2以降で左側の昇降式ホットエンドに対応する予定です。
5. PET-CF / PPA-CF / PPS-CFは、左側の昇降式ホットエンドのみ対応しています。
6. CF(炭素繊維)/ GF(ガラス繊維)強化フィラメントは、ステンレス製ノズルとは互換性がありません。
互換性
H2C および H2C Laser
製品仕様
| 最大印刷温度 | 350 ℃ | 全長 | 56.2 mm |
| 梱包重量 | 0.015 kg | 梱包サイズ | 60*60*30 mm |