





























Bambu PA6-GF - ガラスファイバー強化ナイロン
Bambu PA6-GF は、ガラスファイバー入りナイロン 6 としても知られ、高性能エンジニアリング プラスチックの最前線に立っています。優れた強度、耐久性、寸法安定性を実現するように設計されています。 PA6-GF は、他のトップクラスのエンジニアリング・フィラメントと比較した場合、コスパも優れています。


耐久性
Bambu PA6-GF は、強化ガラス繊維により非常に強く耐久性があり、頻繁な使用に耐え、曲げや破損に耐える必要があるプリントに最適です。
* 注: プリント部分は、湿気にさらされた後、より良い靭性を達成します。


寸法安定性
PA6-GF は、ガラス繊維強化により比類のない寸法安定性を誇り、標準的な PA フィラメントと比較して反りを最小限に抑えます。複雑な形でも正確な寸法でプリントできます。
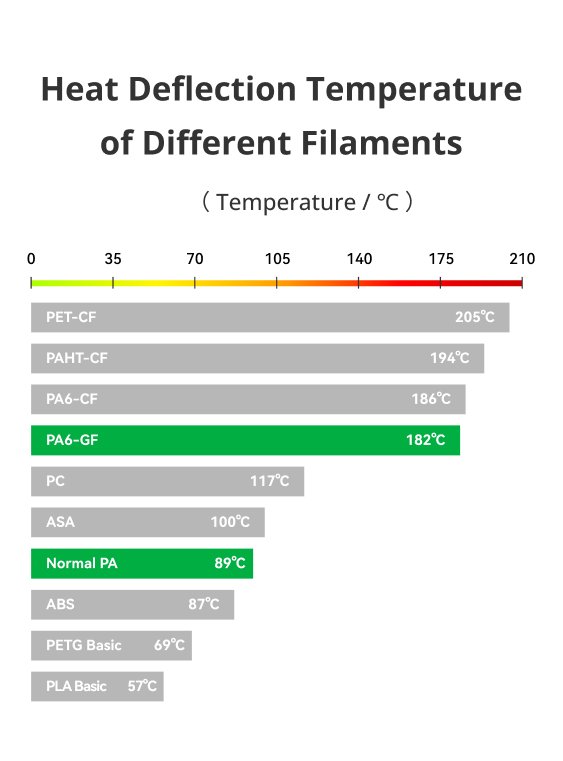
優れた熱特性
PA6-GF は高い熱変形温度と優れた寸法安定性を誇り、高温下でも機械的特性を維持することができます。そのため、工業用途や自動車用途に最適です。


| フィラメントの種類 | PLAベーシック | ABS | 通常 PA | PC | PA6-GF | PA6-CF | PAHT-CF | PET-CF |
| 熱変形温度(HDT) / ℃(0.45MPa) | 57℃ | 87℃ | 89℃ | 117℃ | 182℃ | 186℃ | 194℃ | 205℃ |

耐薬品性
PA6-GF は、化学薬品、油、多くの種類の溶剤に対して優れた耐性を示し、厳しい環境でも長期間の性能を保証します。


滑らかな仕上がりと豊富なカラー展開
Bambu PA6-GF フィラメントは Bambu AMS システムと互換性があり、多色印刷が可能です。また、特殊な表面テクスチャーがレイヤーラインをぼかし、滑らかな表面品質を提供します。


PA6-GF Hex Code 表
| 色 | Hex Code | 表示 |
| ホワイト | #EAEAE4 | |
| イエロー | #FFCE00 | |
| ライム | #C5ED48 | |
| ブルー | #75AED8 | |
| オレンジ | #FF4800 | |
| ブラウン | #5B492F | |
| グレー | #353533 | |
| ブラック | #000000 |
RFIDによるインテリジェントプリント
すべての印刷パラメータは RFID に埋め込まれており、当社のAMS (自動材料システム) を通して読み取ることができます。
読み込んでプリント開始!面倒な設定作業は必要ありません。

フィラメントの比較
Bambu フィラメントガイド でフィラメントの比較をご覧ください。
| PA6-GF | PA6-CF | PAHT-CF | |
| 構成 | PA6、ガラスファイバー | PA6、カーボンファイバー | PA12及びその他の長鎖PA、カーボンファイバー |
| AMS との互換性 | はい | いいえ | はい |
| 使用前の乾燥 | 必須 | 必須 | 必須 |
| 印刷速度 | < 130 mm/秒 | < 100 mm/秒 | < 100 mm/秒 |
| プリンターの種類 | 密閉式 | 密閉式 | 密閉式 |
| 靭性(衝撃強度 - XY、乾燥状態) | 27.2kJ/㎡ | 40.3kJ/㎡ | 57.5kJ/㎡ |
| 靭性(衝撃強度 - XY、湿潤状態) | 55.8kJ/㎡ | 57.2kJ/㎡ | 62.3kJ/㎡ |
| 強度(曲げ強度 - XY、乾燥状態) | 120MPa | 151MPa | 125MPa |
| 強度(曲げ強度 - XY、湿潤状態) | 71MPa | 95MPa | 115MPa |
| 層強度(曲げ強度 - Z、乾燥状態) | 51MPa | 80MPa | 61MPa |
| 層強度(曲げ強度 - Z、湿潤状態) | 33MPa | 45MPa | 49MPa |
| 剛性 (曲げ弾性率 - XY、乾燥状態) | 3670MPa | 5460MPa | 4230MPa |
| 剛性 (曲げ弾性率 - XY、湿潤状態) | 2120MPa | 3560MPa | 3640MPa |
| 層の密着性 (衝撃強度 - Z、乾燥状態) | 4.1kJ/㎡ | 15.5kJ/㎡ | 13.3kJ/㎡ |
| 耐熱性(HDT、0.45MPa、乾燥状態) | 182℃ | 186℃ | 194℃ |
| 飽和吸水率/%(25℃、55%RH) | 2.56 | 2.35 | 0.88 |
アクセサリとの互換性
| 推奨 | 非推奨 | |
| ビルドプレート | スムーズPEIプレート、テクスチャードPEIプレート | 常温プレート |
| ホットエンド | 焼入れスチールノズル付きホットエンド 0.4mm / 0.6 mm(推奨) / 0.8mm |
ステンレススチールノズル付きホットエンド |
| のり | Bambu スティックのり | 液体のり |
| AMS&AMS lite | AMS&AMS lite | / |
| 推奨印刷設定 | |
| 印刷前の乾燥設定 | 80℃、8~12時間 |
| 印刷と容器の湿度の維持 | < 20% RH (密封、乾燥剤使用) |
| ノズル温度 | 260~290℃ |
| ベッド温度 (接着剤あり) | 80~100℃ |
| 印刷速度 | < 130 mm/秒 |
| 物理的特性 | |
| 密度 | 1.09 g/cm3 |
| ビカット軟化温度 | 212℃ |
| 熱たわみ温度 | 186℃ |
| 融点 | 223℃ |
| メルトインデックス | 6.8±0.6g/10分 |
| 機械的性質 | |
| 抗張力 | 102±7MPa |
| 破断伸び率 | 5.8±1.6% |
| 曲げ弾性率 | 5460±280MPa |
| 曲げ強度 | 151±8MPa |
| 衝撃強度 | 40.3±2.5kJ/m² |

プリントのヒント
• Bambu PA6-GF は、印刷前に適切な乾燥が必要:推奨乾燥温度は、送風乾燥炉で8〜12時間80℃、またはヒートベッド上で10〜12時間90〜100℃です(スプールが変形したり、溶けたりする可能性があるため、100℃を超えないようにしてください)。詳しくは、WIKI の Printing tips for Engineering materials を参照してください。
• フィラメントの吸湿を防ぐため、印刷中は乾燥剤入りの密閉保存容器を使用することをお勧めします。詳しくは、WIKI の Printing tips for Engineering materials を参照してください。
• 反りを最小限に抑えるため、インフィル密度の高い大型モデルの印刷は避けてください。密閉式プリンターを使用し、印刷前にビルドプレートが接着剤で適切に接着されていることを確認してください。
• より良い印刷結果と詳細については、WIKI の Printing tips for Engineering materials を参照してください。
後処理のヒント
• 吸湿後の固着を防ぐため、印刷後2時間以内に支持体を取り外すことをお勧めします。粘着が発生した場合は、モデルを乾燥させると剥がしやすくなります。
• 印刷した部品を80~130℃に設定した対流式オーブンに5~12時間入れると、印刷の強度と剛性をさらに高めることができる。注:このプロセスの有効性は、プリントされたモデルの構造、サイズ、条件によって異なります。モデルによっては、アニール後に反りや変形が生じる場合があります。詳しくはWIKIの Work after Printing Finished を参照してください。
内容物

スプール付きフィラメント×1 & 乾燥剤×1

フィラメントラベル×1

パッケージ×1